Part 6. Completing the line drum
The two side plates for the line drum have now been all but finished and only need some minor adjustments and polishing; this will be done before final assembly.
However, we firstly need to make the pillars, or spacers, to join them together-and of course, the twelve screws, two of which will be for the handles. I decided that the method used for this when making the Coxon project was fine and so, with one-or two small improvements, didn't see any reason to deviate from it. There are no rivets, the drum can be completely dis-assembled if required and complete accuracy was maintained when re-assembling so why change it for the sake of change?
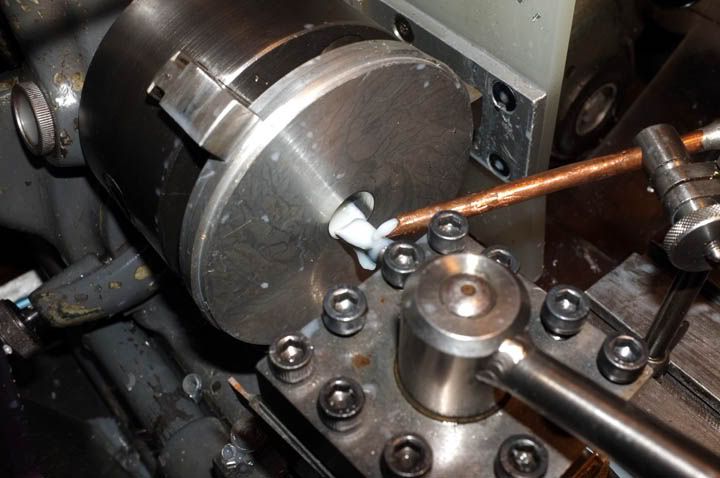
For making the pillars, I used some of the same, drawn nickel-ali. bronze tubing which I use for rod ferrule making. However, it is vital that they are all cut to identical length, otherwise severe problems with true running will certainly result. The first time I did this, it was a bit of a painful process, constantly re-facing off before they were all the same, but this time, lessons were learnt and it was relatively simple to do, before I achieved a result and all were identical to within 0.0006". (just over 1/2 of 1/1000")

To turn them, I made an interference fit, small tapered arbor for the headstock end and supported the other end with a running centre..
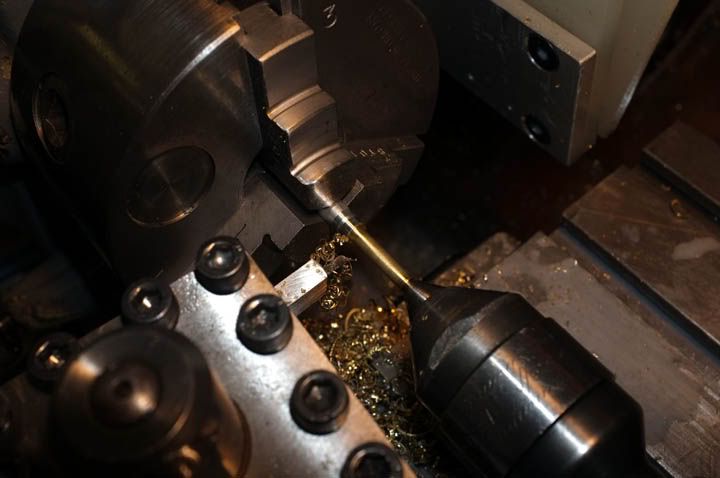
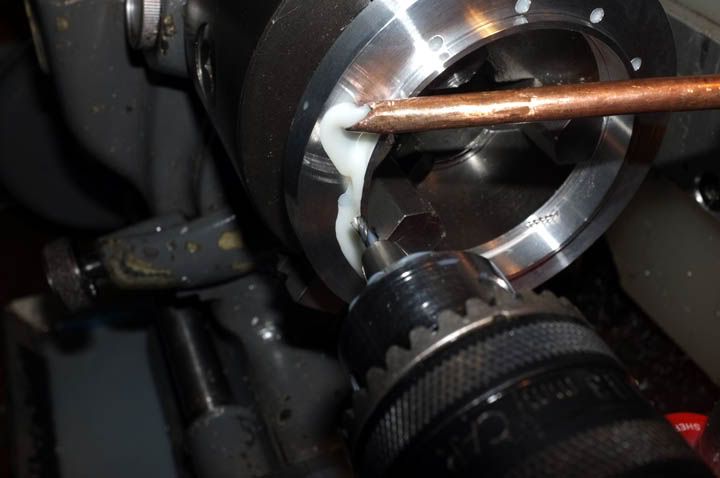
..taking a series of small cuts, using the same radius tool which I ground up for the Coxon pillars. By turning from an arbor, complete concentricity was assured and then it was just a matter of buffing out the turning tool marks and giving them a good polish to harden the metal surface to prevent corrosion. The centre diameter where the line goes is 5/32" (0.1562") and I turned the flaring on the ends to give good location support on the plate faces. They give the impression of being rather heavy but I can assure you that they have a wall thickness of only 0.0157" and are in fact, extremely light!

As before, I made the screws from standard M3 countersunk stainless ones, and extensively modified them by reducing the head diameter to 0.156" and re-cutting the 45 degree back faces to make very small heads which would locate precisely centrally in the inner plate holes.
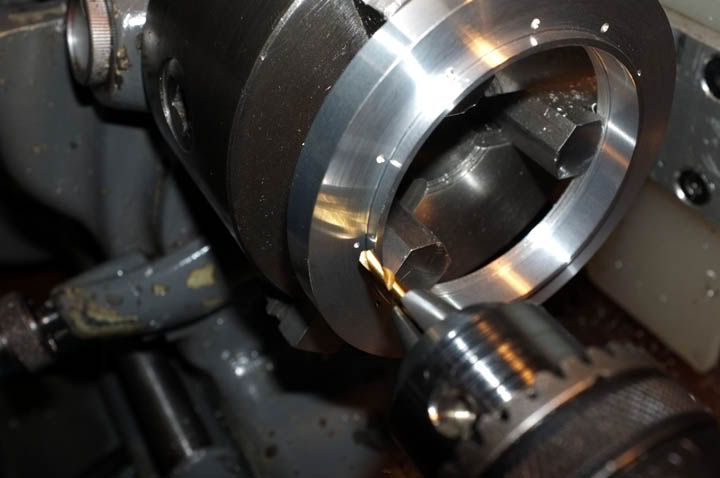
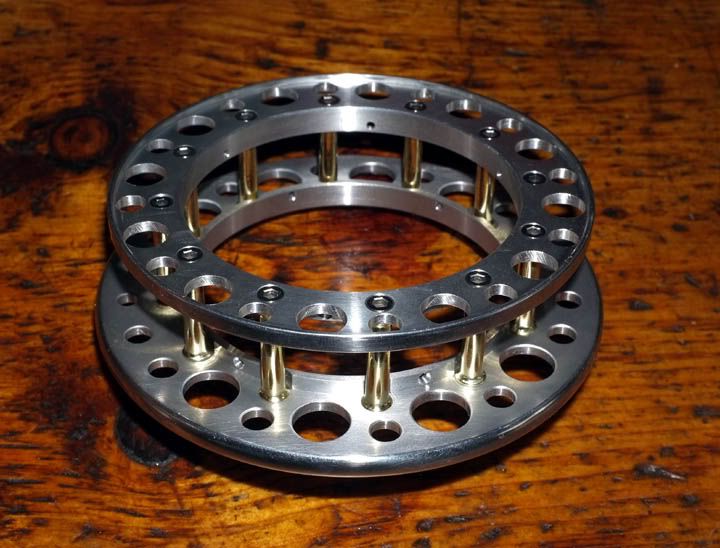
It was then time for a trial assembly, to make sure everything fits and the side plates are dead parallel to each other. All the screws were first located and then gradually tightened in opposite pairs to minimize the chance of distortion. The holes where the handles will go are threaded at the moment, but will be clearance-drilled when the handles are ready to go on.

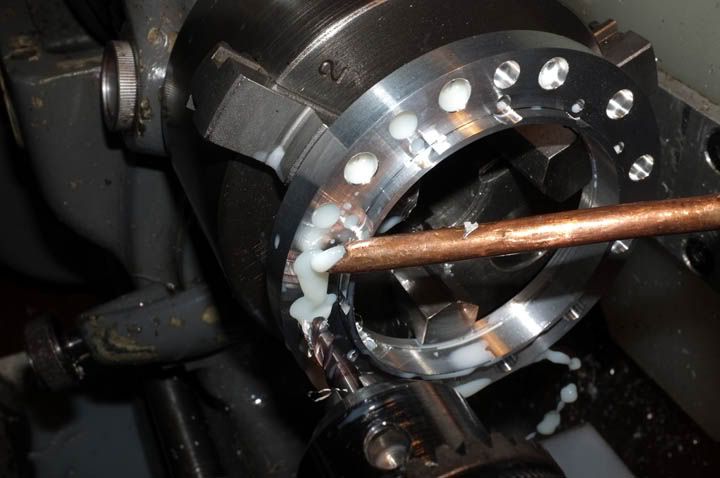
This is the inner face. You can see how the fixing screws are now flush with the surface.
Next time, we be making the all-important line drum hub and the reel spindle..
With regards,
wm+